Contrôle par Magnétoscopie
La magnétoscopie comporte plusieurs phases :

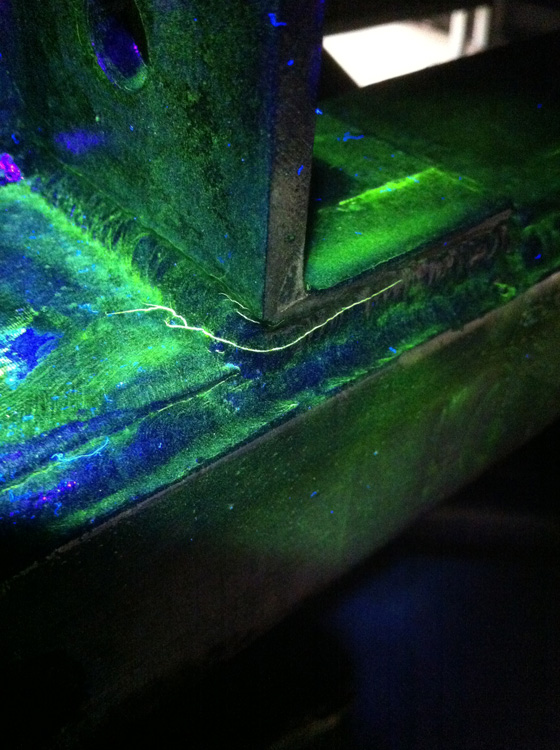
La méthode de contrôle par magnétoscopie consiste à aimanter la pièce à contrôler en appliquant un champ magnétique continu ou alternatif suffisamment élevé. Ce champ magnétique ainsi créé dans la pièce va subir des distorsions en présence de discontinuités qui généreront des champs de fuites en surface, également appelés « fuites de champ magnétique ».
Un révélateur contenant de fines particules ferromagnétiques est appliqué sur la surface à contrôler pendant l’aimantation. Celui-ci sera attiré au niveau de ses champs de fuites pour ainsi former des indications.
La magnétoscopie est principalement utilisée pour le contrôle :
- des assemblages soudés (bout à bout, piquages..)
- des pièces moulées (criques dans les congés de raccordement, réseaux de fissures superficielles…)
- des pièces forgées (criques correspondant à des déchirures superficielles, tapures ou fissures survenant au refroidissement, retassures comportant des fissures de décohésion…)
- des produits laminés et étirés (dédoublures débouchantes, repliures, fissures sur les peaux tendues des produits emboutis ou cintrés)
Limites de la méthode :
Contrôle limité aux pièces ferromagnétiques.
Détection uniquement des défauts de surface débouchant ou sous jacent (jusqu’à 6mm de profondeur).
Nécessite l’emploi de produits chimiques.